In the ultra-competitive global cosmetics and fragrance industry, technological efficiency is the true differentiator. As a premier perfume machinery manufacturer, SINAEKATO designs turnkey processing systems that optimize batch consistency, ensure sterile operations, and reduce product loss. Below, explore our selected machinery line-up representing the pinnacle of mechanical design and intelligent fluid control.

Modern fragrance formulation demands strict adherence to precise process conditions. From volatile compound preservation to sub-zero dewpoint crystallization, industrial perfume manufacturing is not merely about mixing alcohol and essential oils; it is an exact discipline requiring state-of-the-art engineering. As a key global player in the chemical engineering machinery landscape, SINAEKATO presents a comprehensive analysis of optimal perfume machinery design, localization strategies, and emerging industry dynamics.
Fragrance oils contain natural waxes, lipids, and trace minerals that can precipitate and cause cloudiness under variable temperatures. Our advanced chilling filtration systems drop temperatures down to -5°C to -10°C, causing these impurities to crystallize. By passing the chilled solution through a high-precision multi-stage Stainless Steel Frame Filter, we achieve lasting optical clarity and olfactory purity.
Alcohol is highly volatile, which presents both explosion risks and product loss challenges during open-air filling. The TVF Perfume Vacuum Filling Packing Machine utilizes closed-circuit negative pressure mechanics. This draws the liquid gently into the bottles, maintaining a uniform fill level while preventing volatile organic compound (VOC) emissions into the cleanroom atmosphere.
Because perfume bases are highly flammable, every structural and electrical element in a SINAEKATO installation is built to meet international explosion protection standards. From pneumatically driven pumps to flameproof control panels and intrinsically safe sensors, we safeguard operators and facility investments against thermal hazards.
Established in 1992, SINAEKATO has built a 30-year legacy of engineering excellence. We specialize in providing comprehensive, one-stop chemical machinery solutions for skincare, cosmetics, pharmaceuticals, and food industries. Our production covers everything from initial RO water purification to vacuum emulsification, homogenization, chilling filtration, automated filling, capping, and final packaging.
"Science and Technology are the primary productive forces." This core philosophy drives our continuous research and development. By incorporating European engineering principles—highlighted by our joint venture with Germany's FLEMAC—and sourcing 80% of our key mechanical and electrical components from leading global brands (such as Siemens, ABB, Schneider, and Omron), we guarantee stable, precise, and intelligent system performance.
Through long-term cooperation with global chemical and cosmetic majors like Unilever, Shiseido, and SK-II OEM partners, we have refined our quality management, factory acceptance tests (FAT), and site integration protocols.

Located in the heart of China’s high-end equipment manufacturing hub in Gaoyou City, Jiangsu Province, SINAEKATO leverages a highly integrated industrial ecosystem. Our 10,000-square-meter facility enables streamlined raw material sourcing, rapid prototyping, and precision machining.
Our centralized manufacturing ecosystem drastically reduces lead times for complex, multi-unit production lines. Raw material processing, CNC machining, vessel polishing, and assembly are all completed in-house, minimizing third-party logistical delays.
We work exclusively with certified steel mills to source trace-element-controlled SUS304 and SUS316L stainless steel. This ensures maximum corrosion resistance against acidic fragrance components and long-term structural integrity.
By relying on global industry-standard parts (Siemens PLCs, Schneider contactors, Omron sensors, and pneumatic systems from SMC/Airtac), we ensure replacement components are readily accessible anywhere in the world.

Operating in over 55 countries requires strict adherence to international engineering codes and safety standards. Our perfume machinery is fully certified to meet CE marking directives, including the Pressure Equipment Directive (PED) and Electromagnetic Compatibility (EMC) regulations.
For the North American market, we offer control configurations compatible with UL and CSA electrical specifications. For European projects, our systems comply with ATEX and EHEDG guidelines for hygienic design.
Beyond machinery design, we provide extensive support documentation, including IQ/OQ protocols, welding maps, endoscopic reports, and material traceability certificates (MTRs) to simplify GMP validation for pharmaceutical and high-end cosmetic facilities.
First entered the chemical machinery industry, building expertise in structural metal fabrication and mixing vessels.

Established Guangzhou Sina Cosmetics Engineering Equipment Co., Ltd. in Guangdong, expanding direct support for regional cosmetics brands.

Incorporated Hong Kong Hantao International Investment Co., Ltd. to facilitate global trade operations and international logistics.

Established Gaoyou Sina Chemical Machinery Equipment Factory in Jiangsu. Guangzhou operations renamed to Guangzhou Sina Chemical Machinery Co., Ltd.

Established Gaoyou Sina Light Industry Machinery Equipment Factory to focus on liquid detergent and cream emulsification systems.

Acquired 10,000 square meters of industrial land in Gaoyou. Opened a new, modernized processing plant: SINA EKATO CHEMICAL MACHINERY CO., LTD (GAOYOU CITY).

Founded Yangzhou Hantao Chemical Machinery Co., Ltd. to expand regional manufacturing capacity and increase mechanical machining precision.

Acquired Guangzhou Jingcheng Machinery. Opened a large equipment showroom in Guangzhou and established dedicated export channels.

Guangzhou Sina Chemical Machinery Co., Ltd. officially renamed to Guangzhou SINAEKATO Chemical Machinery Co., Ltd., aligning with our unified brand identity.

Acquired Guangzhou Suogao Machinery Equipment Co., Ltd., integrating their high-speed homogenizer designs into our product catalog.

Designated SINA EKATO CHEMICAL MACHINERY CO., LTD (GAOYOU CITY) as the corporate manufacturing, sales, and global after-sales service headquarters.

Established SINA EKATO Equipment (Jiangsu) Co., Ltd., focusing on advanced joint research, pressure vessel safety, and industrial safety compliance.

Partnered with Germany's FLEMAC to establish Germany SINAEKATO Group Co., Ltd., importing advanced European technology and design philosophies.

Delivered an $800,000 project for Unilever South Africa and completed a $1,500,000 automated line for high-end cosmetics OEM manufacturing for SK-II/Shiseido.

Delivered a $1,000,000 automated liquid detergent and washing products manufacturing line for a major Japanese consumer brand.

As consumer preferences shift toward clean beauty and sustainable practices, the machinery behind perfume manufacturing must also evolve. Our engineering teams focus on three primary trends shaping the future of fragrance production lines:
By implementing SCADA interfaces and industrial Ethernet protocols, modern perfume filling lines allow remote diagnostics and batch record tracking. This enables real-time throughput analysis and preventative maintenance alerts.
Fragrance cross-contamination can ruin entire product batches. Our automated CIP systems use high-pressure rotating spray balls to clean tanks thoroughly with minimal solvent consumption, ensuring quick, safe batch changeovers.
By redesigning chiller heat exchangers and utilizing variable-frequency scroll compressors, we reduce the power consumption of the chilling-stabilization process by up to 30%, lowering overall carbon emissions.
A standard perfume line comprises: an RO Water Treatment System to produce high-purity water; a Perfume Mixing Tank (with pneumatic agitation); a Cryogenic Perfume Chiller (-5°C to -10°C) to precipitate insolubles; a Stainless Steel Frame Filter (with active carbon or paper membranes); Storage Tanks; a TVF Vacuum Filling Machine; a pneumatic crimping/capping machine; and a labeling/packaging line.
Our perfume mixers and filling units utilize pneumatic air motors and air-driven vacuum pumps rather than standard electric drives. Where electric components are required (such as PLC panels and sensors), we construct them to meet strict ATEX/IECEx explosion-proof standards, housing them in flameproof cabinets with gas-purge systems.
Yes. While perfume is a low-viscosity liquid, cosmetics manufacturing often requires processing thick creams. Our vacuum emulsifying mixers (such as the 30L hydraulic lifting unit and the fixed emulsifying mixers) are designed with high-shear homogenizers and scraping agitators. These handle high viscosities, ensuring smooth emulsion and uniform droplet dispersion.
We provide global on-site installation, commissioning, and operator training. Additionally, our intelligent control systems feature secure remote access modules. This allows our engineers to perform diagnostic updates and troubleshoot PLC software online, minimizing downtime for your facility.
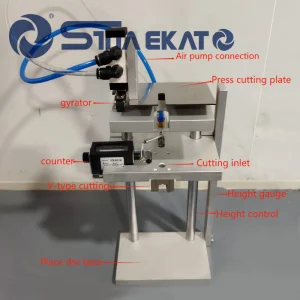
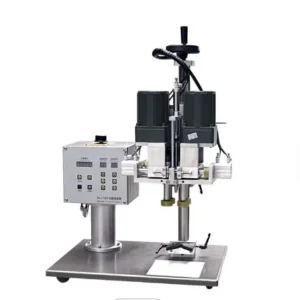
In addition to our dedicated perfume chilling and filtration machinery, SINAEKATO designs and manufactures advanced emulsifiers, reaction vessels, water treatment systems, and capping devices. Below is a selection of our auxiliary line equipment, built to the same strict hygienic standards.